Work加賀製紙の仕事
原質部【3交替制勤務・日勤】
板紙製造は、操業管理グループが担当しています。
その中でも「原質部」は「表調成(3交替制)」「中芯調成(3交替制)」「原料(日勤)」と分かれており、板紙となる原料の調成を担っています。
現場では、基本的に3〜4人の班(チーム)を編成し、班単位で同一の作業を担当しています。複数名で業務にあたることにより、トラブル発生時にも柔軟かつ迅速な対応が可能となり、安全で安定した製造ラインの維持に努めています。
主な仕事内容
-
古紙等の受入れ、梱包解体(クランプリフト運転/ストックヤード管理)
資材で購入された古紙やパルプの受入れを行い、種類別に整理します。入荷された古紙は番線で縛られている為、番線を切り解体します。
-
原料調成(クランプリフト、ホイールローダー運転、機器オペレーター/機器管理)
古紙と水をパルパーと呼ばれる機器に投入し、どろどろに溶かし繊維状にします。
その溶かした繊維から異物の除去を行い、繊維長を整え、濃度調整し、製品毎に原料配合を行い、薬品等を添加し次工程へ送ります。
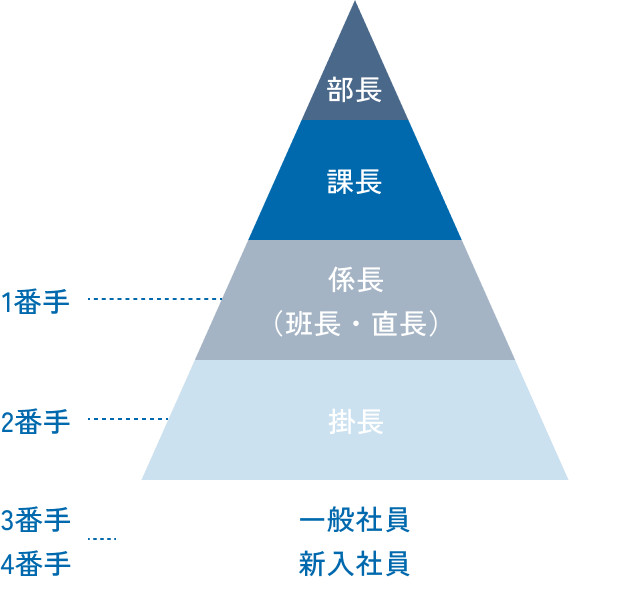
原質部のキャリアパス
技術を磨き、現場を支える人材へ
現場では、作業チームを構成するため、職位等級を定めており、現場の責任者は課長、作業は係長を中心に行い、役職手当は掛長まで支給されます。
加賀製紙では、役職者の約20%が40歳未満(2025年10月調査)となっています。現場での経験による技術が必要とされるので、若手の育成に力を入れており、がんばる若手が活躍できる環境が整っています。
1日の流れ
操業管理グループ 原質部の製造の様子を一日の流れを通して紹介します。
操業管理グループ 原質部 中芯調成
夜勤 23:30〜7:30 の場合
-
- 23:30前の班からの引継ぎ後、業務開始
-
2部勤務班からの引継ぎ、連絡事項を受け、抄紙機生産品種等を確認後、班内の業務分担を行い業務開始。
-
- 0:00パルパーへ原料投入
-
機器運転時間に合わせて、原料の仕込みを開始します。ホイールローダーにて原料を掬いパルパーへ投入します。
 ※写真は日中同作業時、外からの様子です
※写真は日中同作業時、外からの様子です
-
- 0:30パルパーへ原料投入
-

-
- 1:00パルパーへ原料投入
-

-
- 1:30機器運転
-
原料ストックの減り具合を見て機器を運転し、原料を製造する。
-
- 2:00機器管理
-
各機器が正常に運転しているか確認。
各機器点検を行う。
-
- 2:30機器停止
-
原料ストックが満タンになると機器を停止させます。
-
- 3:00休憩
-
時間がズレがちですが、空いた時間に休憩を取ります。
-
- 3:30パルパーへ原料投入
-
後半も機器運転時間に合わせて、原料の仕込みの続きをします。
-
- 4:00パルパーへ原料投入
-
- 4:30パルパーへ原料投入
-
- 5:00ドレーナ―等の掃除
-
ドレーナーと呼ばれるパルパーから排出された異物粕の溜まり場所を掃除します。
-
- 5:30機器運転
-
原料ストックの減り具合を見て機器を運転し、原料を製造する。

-
- 6:00機器管理
-
各機器が正常に運転しているか確認しながら点検を行う。
-
- 6:30機器停止
-
原料ストックが満タンになると機器を停止させます。
 古紙で作られた中芯原料
古紙で作られた中芯原料
-
- 7:00パルパー周辺の掃除
次の班へ引継ぎを行う -
原料投入時に散らばった原料を集め掃除し、1部勤務の班へ引継ぎ、連絡事項を行います。
又その日に起こった事項も報告します。
- 7:00パルパー周辺の掃除
-
- 7:30退勤
-
退勤時間後社内の大浴場へ
社内にある大浴場でその日の汗を流しリフレッシュして帰宅します。入浴して帰宅する社員は多く、他職場との交流の場にもなっています。
勤務時間(早番、遅番、夜勤)について
工場が24時間稼働のため、原質部、抄紙部、原動部には3種類の勤務体制があり、
①一部(早番):7:30〜15:30
②二部(遅番):15:30〜23:30
③三部(夜勤):23:30〜翌7:30
が週ごとに切り替わります。作業内容はさほど変わりません。
INTERVIEW社員インタビュー

Entry /
Contact応募・お問い合わせ
加賀製紙では、新卒・中途を問わず、
いっしょに働いてくれる方を募集しています。
必要な資格や技術は、
入社後会社負担で取得することができますので、
未経験の方も歓迎します。
またカジュアル面談や工場見学も定期的に行っております。
お気軽にお申し込みください。
※ご質問、お問い合わせはこちら
学校法人・団体さまからのお問い合わせも歓迎しております